



- Unlock Precision Manufacturing at CIMT 2025: Discover Cutting-Edge EDM Solutions
- Applications of Wire Cutting Machines
- What are the Advantages of wire EDM Machine with Auto wire threading?
- What are the Characteristics of Working Fluid for Wire EDM Machine?
- Merry Christmas &Happy New Year of 2025!
- What is the working principle of Chemical Deburring (Electrochemical Deburring)?
- What are the differences between the Wire Cut EDM machine and the Laser Cutting Machine?
- FRQ about how to choose a suitable wire cut EDM machines
- What is the main usage of the wire cut EDM machines?
- What are wire EDM Consumable parts and spare parts?
How do the wire EDM machines work?
Picture a band saw, but instead of a saw blade there is a thin wire, positioned vertically or at an angle, with which you can cut in any x-y direction. This is wire EDM (electric discharge machining), a process that can cut any electrically conductive material, hard or soft, even carbide or diamond. Wire EDM cuts without contact, burr free. Because the wire is so fine, you can cut small-radius inside corners or even narrow slots. Because the wire never touches the work piece, there are no cutting forces, so you can cut thin stock, fine ribs, or very delicate forms.
Wire EDM has been used in industry for about 50 years. Modern wire EDM machines incorporate CNC controls and built-in sensing and intelligence, making them increasingly capable and easy to use.
Zapping material to remove it
Back in the 1700s, English scientist Joseph Priestly discovered that he could
erode away metal with electric discharges. However, it wasn’t until World War
II that the process became useful when two Russian scientists, a married couple
by the name of Lazarenko, developed a controlled method for using electricity
to remove metal. In the early days, EDM was used mainly to remove broken taps
and drills by feeding an electrode into the center of the broken tool. In
addition to wire EDM, the same principle is used today in die Sinker, or
vertical EDM, which makes a cavity in the work piece using a copper or graphite
electrode in the desired shape. An EDM drill uses a tubular electrode to “burn”
a hole through conductive material.
Wire EDM, which came into commercial use in the 1960s, uses a wire, stretched taut, as the electrode. Usually the work piece and wire are submerged in deionized water. The water acts as a dielectric (electrical insulator) until the electrical discharge happens. As the wire approaches the work-piece, at some point the distance becomes small enough and the voltage great enough that the dielectric breaks down and allows discharge of electricity—a spark—between the wire and the work piece.
The electric discharge heats a small portion of the work-piece to thousands of degrees. The dielectric becomes an ionized gas, or plasma, ballooning out at high pressure. The plasma bubble collapses, forcing the melted material to scatter into the dielectric fluid, leaving a small crater in the work piece. At the same time, a little bit of the wire erodes. This discharge process repeats rapidly, up to 250,000 times per second. Thus, the metal near the wire is removed and a cut forms along the wire. A flushing flow of water cools the wire and removes the particles produced.
Because the wire is also eroded somewhat in this process, a wire EDM machine constantly feeds fresh wire from a spool. The machine chops up the used wire and leaves it in a bin for recycling.
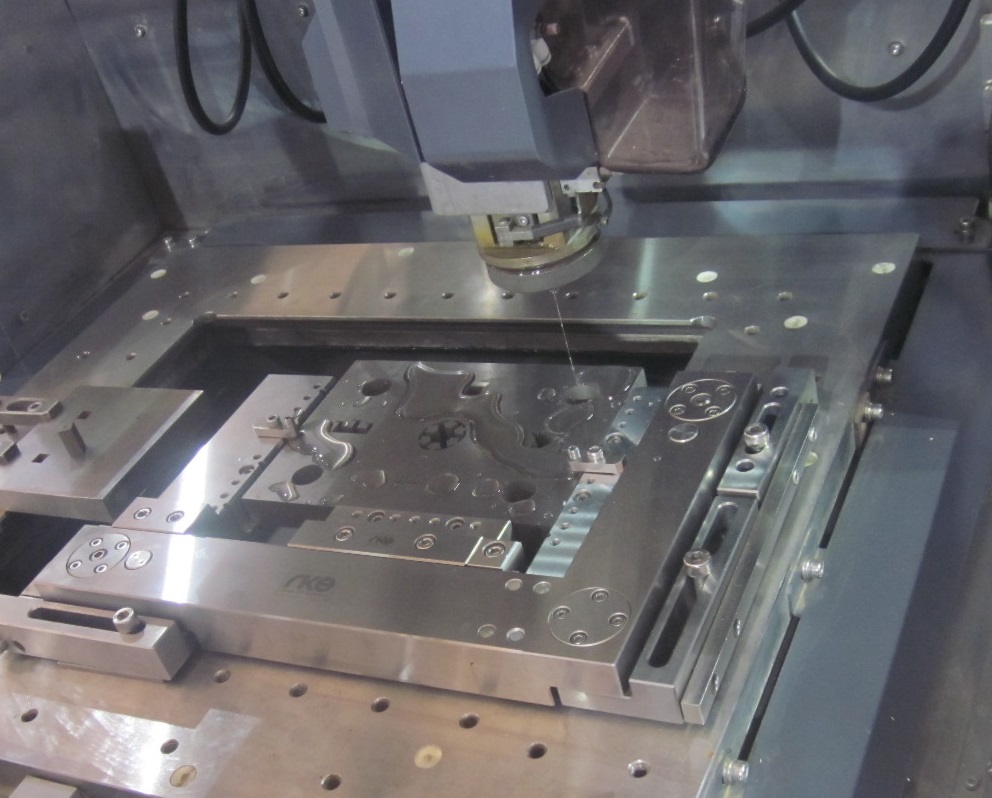
To cut an internal form, you have to provide a pilot hole. This can be done with a conventional drill or with an EDM drilling machine. The wire is threaded through the hole to start. Modern wire EDM machines provide automatic threading. A water jet or air jet guides the wire through the work piece. The machine automatically makes the necessary mechanical and electrical connections. If the wire breaks while cutting a part, the machine senses the break, re-threads the wire, and resumes the cut where the wire broken.
- Home - About us - New products - News - FAQ - Inquiry - Contact us - Sitemap